

云海旭金属材料有限公司

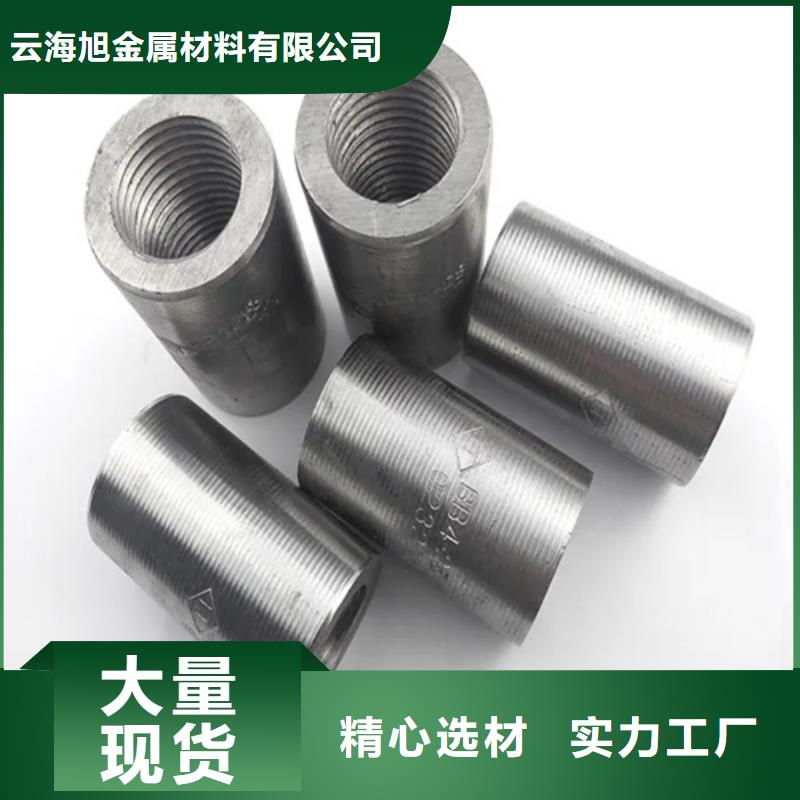
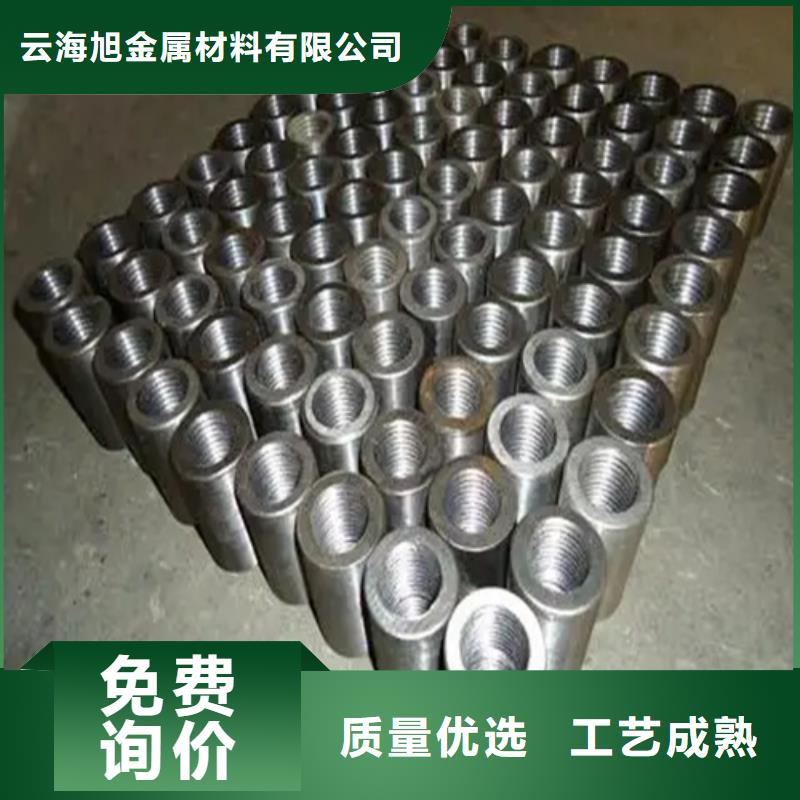
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
钢筋套筒抗拉性能查看:(1)现场查验以同标准、同等级、同材料、同一施工条件下完结的500个接头为一查验批,缺乏500个的也作一批。(2)对每一批查验件中随机抽取的三个试件进行鉴定,当3个试件的单向拉伸试验成果均契合《JGJ107-96》中的要求,则该批接头合格。(3)如有一个试件的抗拉强度不契合要求,应再取6个试件复检,复检时仍有一个不合格,则该批接头不合格。(4)在正式施工前尚应进行现场条件下的揉捏衔接工艺试验,试验合格后方能正式施工,在施工中不同批次钢筋出场前,也应进行工艺查验。工艺查验,每种标准试件不少于3根。查验成果应契合规范《JGJ107-96》要求。

钢筋套筒如何在低温条件下灌浆施工?灌浆区域保温搅拌机保温:用纤维保温毡包裹机身并封口;灌浆罐保温:用纤维保温毡包裹机身及顶盖;注浆管路保温:用纤维保温毡将管路包裹,降低灌浆料在灌浆管路内散失热量,保证灌浆入套筒温度不低于5℃,延长灌浆料的工作时间;搅拌浆料的用水温度:搅拌浆料的用水温度控制在0℃~10℃之间,以保证灌浆料的温度;机械灌浆采用可调机械压力灌浆工艺,通过控制机械电机速度来控制灌浆过程浆体流速,控制依据为灌浆过程中本灌浆腔内已经封堵的灌浆孔或排浆孔的橡胶塞能耐住低压灌浆压力不脱落为宜,如果出现脱落则立即塞堵并调节压力。灌浆腔保压排浆孔浆体成柱状逐一排出,采用橡皮塞逐一封堵,所有灌浆套筒的排浆孔均排出浆体并封堵后,调低灌浆设备的压力,开始保压,保压30秒。


